Modules Manufacturing Techniques in Plant
The modules are to simplify boxes, taking the principle of building "independent sections" of ships or submarines.
Like these, the sections fit upon making reservations provided for receiving the doors, windows, running wires or pipes.
- The modules are produced on a dedicated production line, derived from the construction of maritime containers, which transmits kinship inherit strength and ease of transport, but above all provides us with a high production capacity and remarkable production quality.
- Compliance with dimensional and geometric tolerances is checked right out of the welding line module but throughout the realization of various parts of the modules. These controls ensure us perfectly straight units with precise squareness, facilitating adjustments finishing work.
- The steel used for all of the frame is the Japanese SPA-H (JIS G3125), alloy with an elastic resistance (Re 345 MPa) clearly superior to conventional construction profiles (S235 JR, Re 235 MPa).

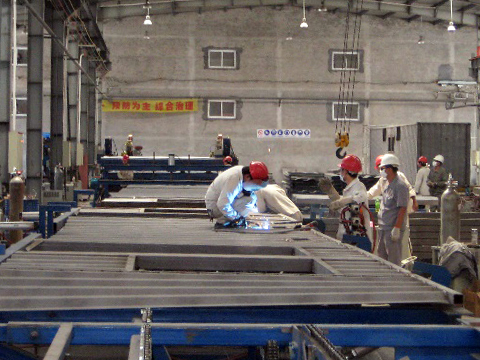
The manufacture of the modules is comparable to that of an automobile divided into different stations:
- Forming profiles and structural sheet metal, assembly of facades, roof, welding...
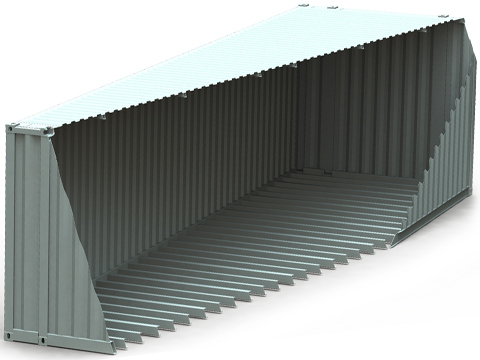
To better understand the general idea of module production, we must represent a metal rectangular box:
- each of the six faces of this box is independent and prepared to different positions.
- the teams make their face, check compliance with dimensional and geometric tolerances,
- and send their portion to the welding system, where all six sides of the box will be assembled.
Each team is responsible for carrying out one step of the process, which allows him to completely master the technic and have a high efficiency without restricting the quality of work.


Although all modules have a common base, each will have a particular configuration of opening, type of posts, joists section ...
These disparities specifications prohibit massive automation of production. So these are teams of operators and skilled technicians who make talent with each piece of the puzzle welded constitutes a JARE Industries module.
Forming profiles
There are no profiles for general use that can meet our designs, much less in special steel that is the backbone of the module, the SPA-H, a greater strength disruption to current structural steels and equipped with anti-corrosion properties by adding a number of elements in the chemical composition of the alloy (P, Cu, Cr, Ni, Mo).


That is why all the profiles are formed or bent at the factory, according to the implementation plans of the structures, and made available at the entrance to the assembly line.
The vast majority of the sections is formed by folding: structural sheets of pinions and facades, beams and joists, structural columns openable reinforcing profiles...

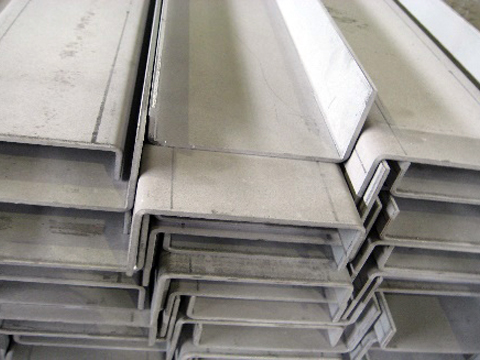
All these pieces are cut from SPA-H sheet of various thicknesses (1.6, 2, 4.5, 6 mm), they are bent on demand, this method allows us great comfort design, since we can varying the shape as the section of each profile to match the specific strength criteria for each project or specific functionality for each type of opening.
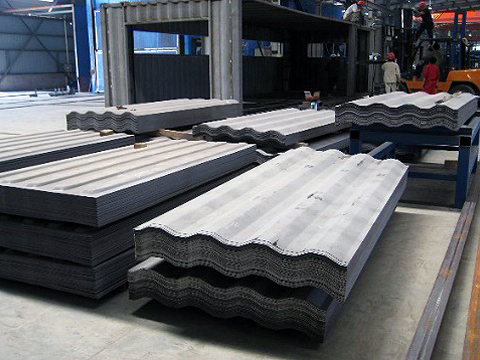
roofing sheets must keep a straight profile over their entire periphery to be soldered on the module, preventing their passage to the folder, so they are compressed in a hydraulic press to form the ribs that give them their bending strength.


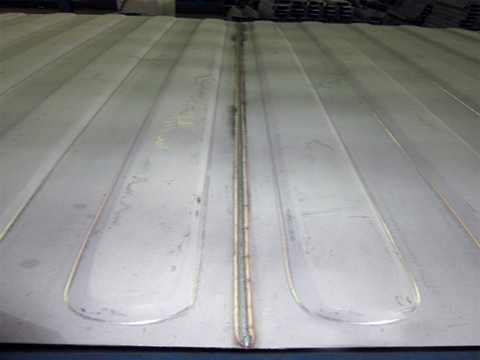
Some profiles (corner posts, sleepers devices) are folded sections then welded together to form solid PRS (Welded Reconstituted beam): automatic welding stations undertake to carry out the weldings ordered sequences, while powerful hydraulic flanging avoid linear distortions qu'occasionnent thick cords weld during cooling.


Only ISO corners, very common cast part that meet international standards, are not produced on the site.


Production of floors
The floor is the base of the module, it is constituted by two strong C beams, with a thickness of 6mm, which are bound by many joists, the height and the timing defined based on technical constraints imposed by the design and service load selected for the project.


To facilitate adjustment of the squareness and perfect alignment of the parts, they are pointed on adjustable templates. The beams are then bonded together by flat lengths to lock the twist of the wings of the profiles, then finally reinforcement gussets welded joists receiving future fiber cement plate junctions.
The assembly is already at this stage a hardly deformable block which will be reinforced during the final assembly with other parts of the module.
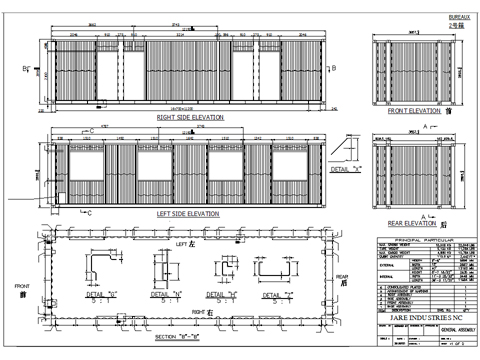
Manufacturing Walls
The four walls of the module are also prefabricated and are major subassemblies welded, following the same method as for flooring. The different parts and sections are aligned and clamped on jigs tables.

Indeed, if the modules are of different sizes, they follow the outer coasts standard of sea containers to be transported in the same way. This feature allows to set up scoring positions with templates "standards" easily exchangeable and fixture which can be set for a move to the necessary measurements.
According to the workload of the production chain, facades like floors will be fully welded on jigs or just pointed and then transferred to a different area to complete the welding, releasing the pointing position for another assembly.


Manufacture of Roofs
The roofs of the modules are mostly made of 2mm sheet formed to the press and assembly by long linear welds, to save time, they are carried out by wobbling welders on semi-automatic stations to guide, monitoring the progress of welding speed and continuity of the cord.

This process is of course also used for assembling sheets crenellated facades.
Assembly of Parts
Final step in creating the steel module:
- the sprockets are placed at each end of the floor and pointed,
- comes the turn of the two fronts that are presented, then dotted line.


Once audited squareness:
- the formed assembly is placed on the rails of the welding system,
- the Workshop bridge moves and positions the whole roof of the module,
- thereof is pointed and the locking end reinforcements squareness of all


Our metal box will now navigate amidst various positions managers each sector or a particular position welding (vertical, horizontal, low position, high position, guided linear welding ...) as and when the completion of the cords.


Painting
Located at the end of the welding line, the modules are pushed inside the paint tunnel, or they will suffer more spray / dry cycles, to finally obtain a thickness of dry layers of 180μm.